|
|
Northop Grumman
- 1995 Excellence Award Winner
Northrop Grumman design engineer Ed Hobart conceived of an experimental wing design that could produce extremely high lift. This wing design quickly gained notoriety at Northrop Grumman's B-2 Division Plant in Pico Rivera, California, because it could revolutionize future wing design and improve airframe performance, with exciting implications for future generations of commercial and military aircraft. Using a high tolerance "blowing wing" design, pressurized air would be pumped through the wing, and exhausted through tiny holes [0.030 in (0.762 mm)] in the upper wing surface, improving the wing's aerodynamic characteristics. Wind tunnel testing was required to quantify the effectiveness of the wing in reducing drag. Since multiple iterations were likely, a cost-effective method of producing one or more prototypes was needed. Northrop Grumman's rapid prototyping specialist, Boris Fritz, also of the B-2 division, consulted with Hobart to develop a practical method of manufacturing his design. Stereolithography (SL) proved to be the logical choice, since multiple models could be produced cost-effectively, and the SL model would withstand the rigors of wind tunnel testing. SL would also eliminate the costly step of producing a traditional prototype. The SL model could then be used to produce molding, saving substantial tooling expenses and time. Because of the large size of the wing section, four separate SL models were produced using Exactomer 2201 resin, then bonded together to form the complete wing section. CIBATOOL SL 5170 resin was substituted later and proved more durable during the stresses of wind tunnel testing. High chordal tolerance was required to insure accuracy of the critical wing holes; in addition, the four SL wing model sections had to match vertical orientation exactly. To allow for cleaning, the interior chamber structure had to be designed without supports. By orienting the part at a 15-degree angle, each layer was self-supporting from the previous layer. By utilizing SL, these models took only 50 hours to create, in stark contrast to 1200 hours using conventional manufacturing methods. Northrop Grumman estimates a savings on this single project equal to the entire cost of their SLA 250. Northrop Grumman has earned the position as Winner of the 1995 Stereolithography Excellence Award for its innovative use of stereolithography to provide critical solutions to satisfy a unique design and testing requirement. Northrop Grumman has consistently demonstrated the cost and time savings of stereolithography, and through innovative uses of technology, will remain on the leading edge of aerospace technology well into the 21st century. |
|
|
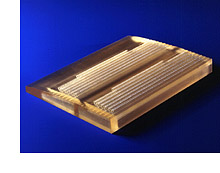 Pressurized wing design keeps Northrop flying high
Pressurized wing design keeps Northrop flying high